






















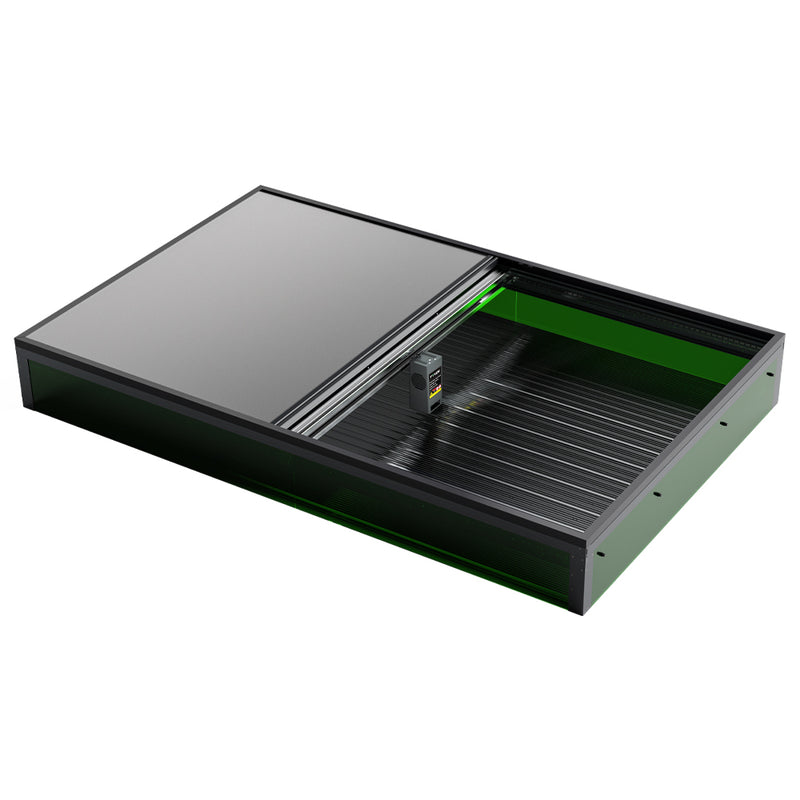


















概要LightBurn ベースの CNC モジュールは、レーザー PWM プロトコルを読み取り、グレースケール値を設定された深度値にマッピングするモジュールです。これにより、レーザー彫刻機のユーザーは、簡単な設定で LightBurn にツールパスをコンパイルし、基本的な CNC 切断タスクを実行できるようになります。
デバイスパラメータ:
- スピンドル電力: 200W
- スピンドル速度: 10,000 RPM
- 彫刻精度: ±0.05mm
- 彫刻速度: <800mm/分
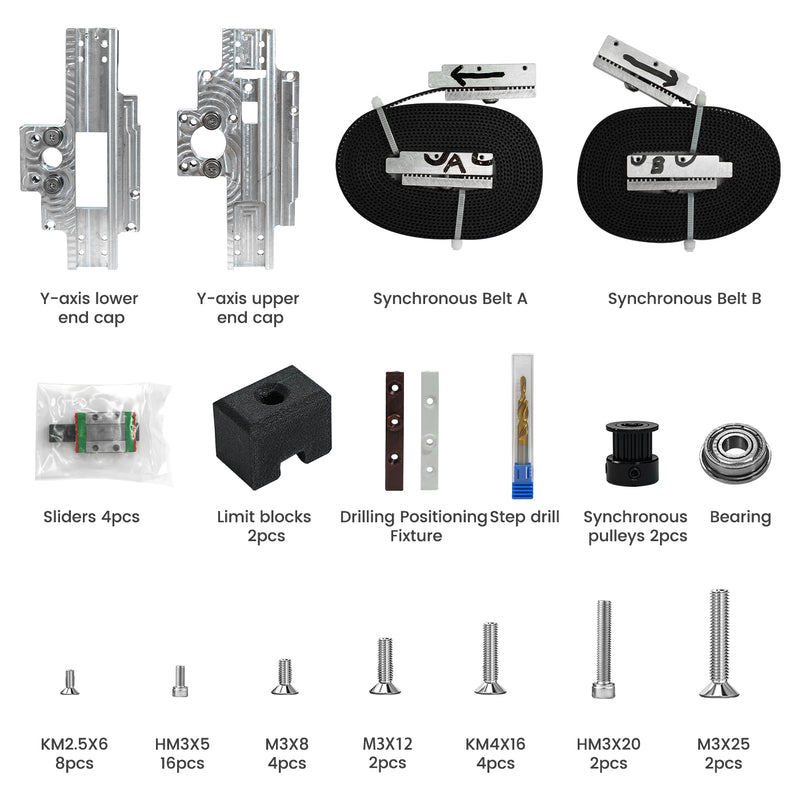
- リードスクリューの寸法とタイプ: T8、リード 2MM
- モジュールのZ軸移動量: 50MM
- 最大切断深さ: 20MM
- 高さ調整方法:手動ツール設定
- 彫刻可能な素材:プラスチック、木材、アクリル、PVC、PVB などの柔らかい素材。
操作例: 10mm厚の10x10mmの木製ブロックを切断する
-
準備:
- 厚さ10mmの木ブロックを用意し、両面テープを使用してCNCベースモジュールに固定します。
- 取り付けられているツールが 3.175 mm の木工フライスカッターであることを確認します。
-
LightBurnでの描画:
- LightBurn を開いて、10 x 10 mm の正方形を描きます。
- 描画した四角形を選択し、「オフセット」をクリックします。オフセット距離をツール半径 1.59 mm に設定します。

- 元の 10 x 10 mm の形状を削除し、オフセット形状を選択します。10 層を追加し、各層の速度を 800 mm/分に設定します。
- 1 番目のレイヤーの電力を 10%、2 番目のレイヤーを 20%、3 番目のレイヤーを 30% などに設定し、10 番目のレイヤーが 100% に設定されるまで設定します。
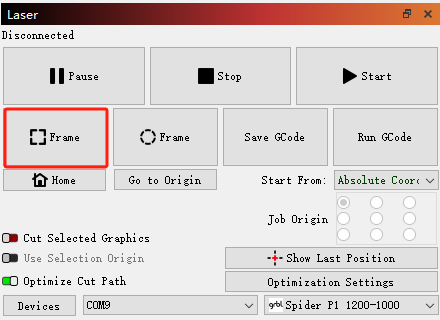
- LightBurnの「フレーム」機能を使用して、カット位置を確認します。

-
モジュールのセットアップ:
- モジュールのノブを使用して「リセット」を選択し、モジュールを上限にリセットします。
- ツールセッター端子を挿入し、ツールセッターをワークピース上のツールの下に置き、ツールセッターのワニ口クリップをツールにクリップします。
- ノブを使用して「ツールセット」を選択します。ツールはゆっくりと下降し、ツールセッターに触れると自動的に停止し、ツールの設定が完了します。
- ツールセッター、ワニ口クリップを取り外し、ツールセッター端子を外します。
- ノブを使用して「深さ」を選択し、切断深さを 10 mm に設定します。
- ノブを使用して「開始」を選択します。スピンドルが回転し始め、モジュールが動作を開始します。

-
彫刻:
- LightBurn で「開始」をクリックして彫刻を開始します。
- 彫刻が完了すると、デバイスは自動的に開始位置に戻ります。モジュールを停止するには、ノブをクリックします。
- 注意:作業中に操作を一時停止または停止する必要がある場合は、ツールの破損のリスクを回避するために、モジュールを停止する前に、まず LightBurn で操作を停止する必要があります。


